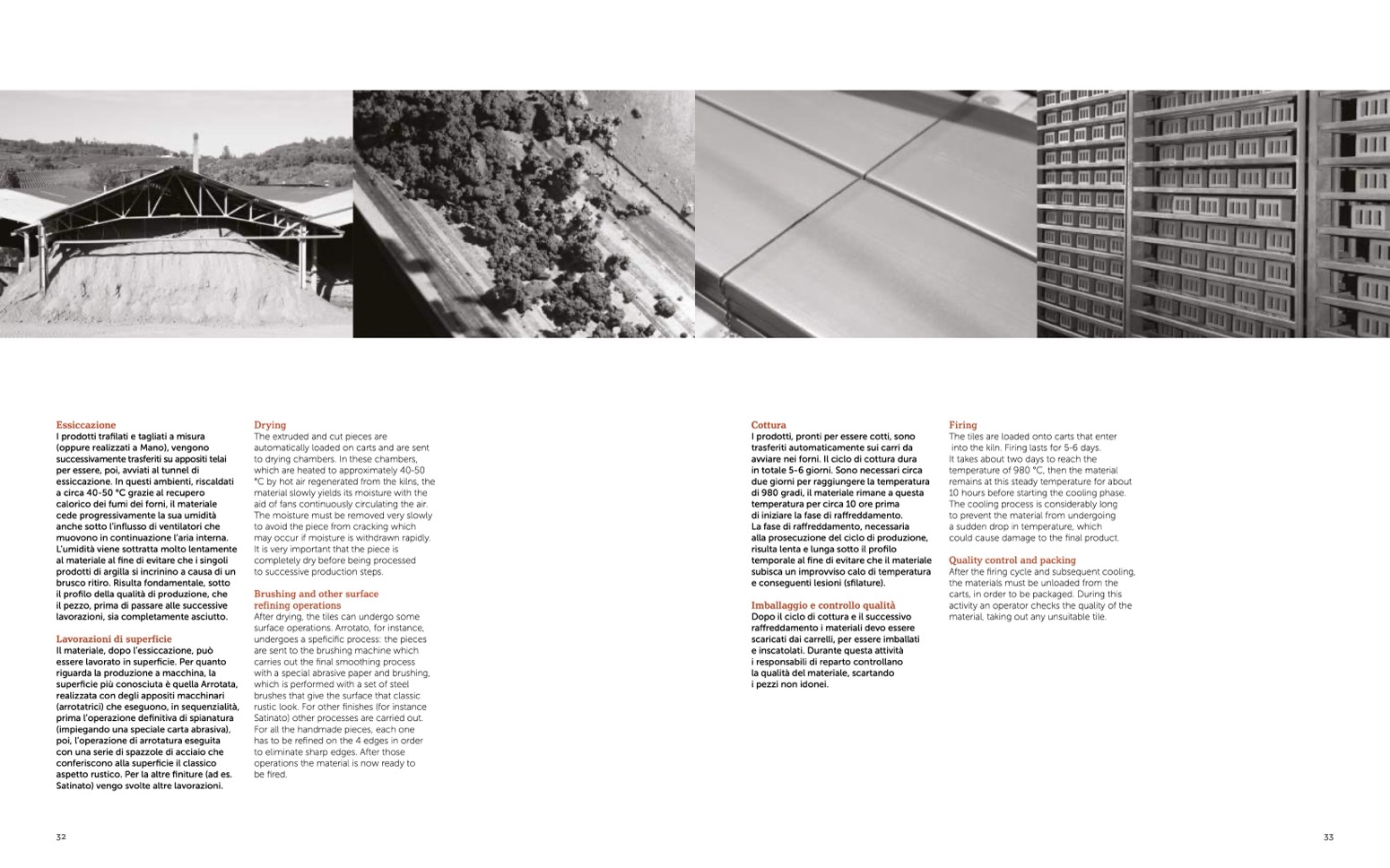
Essiccazione
I prodotti trafilati e tagliati a misura
(oppure realizzati a Mano), vengono
successivamente trasferiti su appositi telai
per essere, poi, avviati al tunnel di
essiccazione. In questi ambienti, riscaldati
a circa 40-50 °C grazie al recupero
calorico dei fumi dei forni, il materiale
cede progressivamente la sua umidità
anche sotto l’influsso di ventilatori che
muovono in continuazione l’aria interna.
L’umidità viene sottratta molto lentamente
al materiale al fine di evitare che i singoli
prodotti di argilla si incrinino a causa di un
brusco ritiro. Risulta fondamentale, sotto
il profilo della qualità di produzione, che
il pezzo, prima di passare alle successive
lavorazioni, sia completamente asciutto.
Lavorazioni di superficie
Il materiale, dopo l’essiccazione, pu
ò
essere lavorato in superficie. Per quanto
riguarda la produzione a macchina, la
superficie più conosciuta è quella Arrotata,
realizzata con degli appositi macchinari
(arrotatrici) che eseguono, in sequenzialità,
prima l’operazione definitiva di spianatura
(impiegando una speciale carta abrasiva),
poi, l’operazione di arrotatura eseguita
con una serie di spazzole di acciaio che
conferiscono alla superficie il classico
aspetto rustico. Per la altre finiture (ad es.
Satinato) vengo svolte altre lavorazioni.
Drying
The extruded and cut pieces are
automatically loaded on carts and are sent
to drying chambers. In these chambers,
which are heated to approximately 40-50
°C by hot air regenerated from the kilns, the
material slowly yields its moisture with the
aid of fans continuously circulating the air.
The moisture must be removed very slowly
to avoid the piece from cracking which
may occur if moisture is withdrawn rapidly.
It is very important that the piece is
completely dry before being processed
to successive production steps.
Brushing and other surface
refining operations
After drying, the tiles can undergo some
surface operations. Arrotato, for instance,
undergoes a speficific process: the pieces
are sent to the brushing machine which
carries out the final smoothing process
with a special abrasive paper and brushing,
which is performed with a set of steel
brushes that give the surface that classic
rustic look. For other finishes (for instance
Satinato) other processes are carried out.
For all the handmade pieces, each one
has to be refined on the 4 edges in order
to eliminate sharp edges. After those
operations the material is now ready to
be fired.
Cottura
I prodotti, pronti per essere cotti, sono
trasferiti automaticamente sui carri da
avviare nei forni. Il ciclo di cottura dura
in totale 5-6 giorni. Sono necessari circa
due giorni per raggiungere la temperatura
di 980 gradi, il materiale rimane a questa
temperatura per circa 10 ore prima
di iniziare la fase di raffreddamento.
La fase di raffreddamento, necessaria
alla prosecuzione del ciclo di produzione,
risulta lenta e lunga sotto il profilo
temporale al fine di evitare che il materiale
subisca un improvviso calo di temperatura
e conseguenti lesioni (sfilature).
Imballaggio e controllo qualità
Dopo il ciclo di cottura e il successivo
raffreddamento i materiali devo essere
scaricati dai carrelli, per essere imballati
e inscatolati. Durante questa attività
i responsabili di reparto controllano
la qualità del materiale, scartando
i pezzi non idonei.
Firing
The tiles are loaded onto carts that enter
into the kiln. Firing lasts for 5-6 days.
It takes about two days to reach the
temperature of 980 °C, then the material
remains at this steady temperature for about
10 hours before starting the cooling phase.
The cooling process is considerably long
to prevent the material from undergoing
a sudden drop in temperature, which
could cause damage to the final product.
Quality control and packing
After the firing cycle and subsequent cooling,
the materials must be unloaded from the
carts, in order to be packaged. During this
activity an operator checks the quality of the
material, taking out any unsuitable tile.
32
33

