TECNICA DI FUSIONE
PARTE E: MACCHINA PER POLIFUSIONE PRISMA-LIGHT
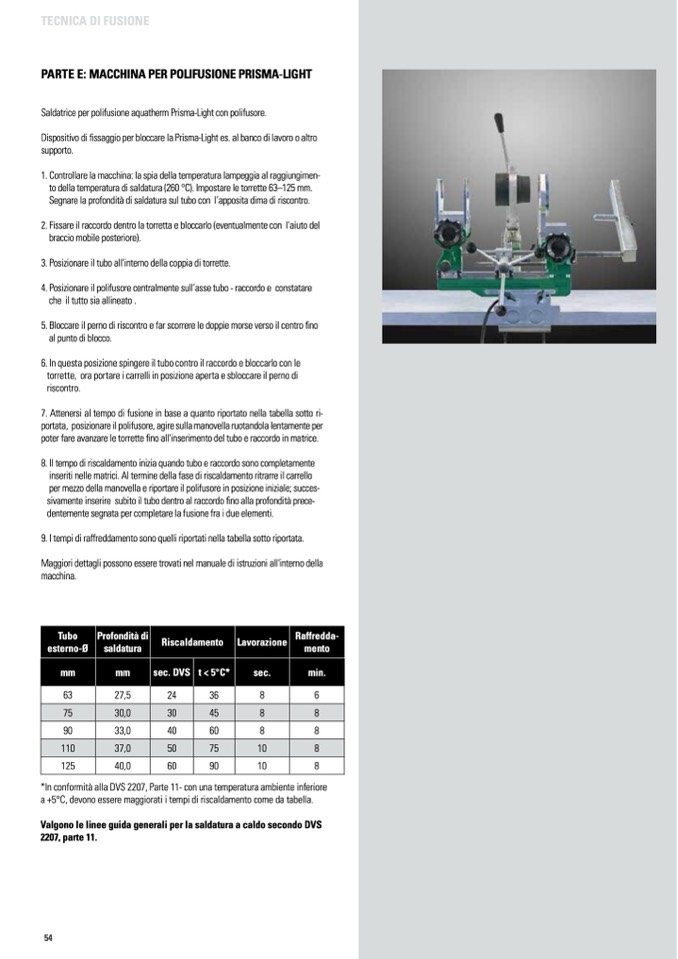
Saldatrice per polifusione aquatherm Prisma-Light con polifusore.
Dispositivo di fissaggio per bloccare la Prisma-Light es. al banco di lavoro o altro
supporto.
1. Controllare la macchina: la spia della temperatura lampeggia al raggiungimen-
to della temperatura di saldatura (260 °C). Impostare le torrette 63–125 mm.
Segnare la profondità di saldatura sul tubo con l’apposita dima di riscontro.
2. Fissare il raccordo dentro la torretta e bloccarlo (eventualmente con l’aiuto del
braccio mobile posteriore).
3. Posizionare il tubo all'interno della coppia di torrette.
4. Posizionare il polifusore centralmente sull’asse tubo - raccordo e constatare
che il tutto sia allineato .
5. Bloccare il perno di riscontro e far scorrere le doppie morse verso il centro fino
al punto di blocco.
6. In questa posizione spingere il tubo contro il raccordo e bloccarlo con le
torrette, ora portare i carrelli in posizione aperta e sbloccare il perno di
riscontro.
7. Attenersi al tempo di fusione in base a quanto riportato nella tabella sotto ri-
portata, posizionare il polifusore, agire sulla manovella ruotandola lentamente per
poter fare avanzare le torrette fino all'inserimento del tubo e raccordo in matrice.
8. Il tempo di riscaldamento inizia quando tubo e raccordo sono completamente
inseriti nelle matrici. Al termine della fase di riscaldamento ritrarre il carrello
per mezzo della manovella e riportare il polifusore in posizione iniziale; succes-
sivamente inserire subito il tubo dentro al raccordo fino alla profondità prece-
dentemente segnata per completare la fusione fra i due elementi.
9. I tempi di raffreddamento sono quelli riportati nella tabella sotto riportata.
Maggiori dettagli possono essere trovati nel manuale di istruzioni all'interno della
macchina.
Tubo
esterno-Ø
Profondità di
saldatura
Riscaldamento
Lavorazione
Raffredda-
mento
mm
mm
sec. DVS
t < 5°C*
sec.
min.
63
27,5
24
36
8
6
75
30,0
30
45
8
8
90
33,0
40
60
8
8
110
37,0
50
75
10
8
125
40,0
60
90
10
8
*In conformità alla DVS 2207, Parte 11- con una temperatura ambiente inferiore
a +5°C, devono essere maggiorati i tempi di riscaldamento come da tabella.
Valgono le linee guida generali per la saldatura a caldo secondo DVS
2207, parte 11.
54

