6
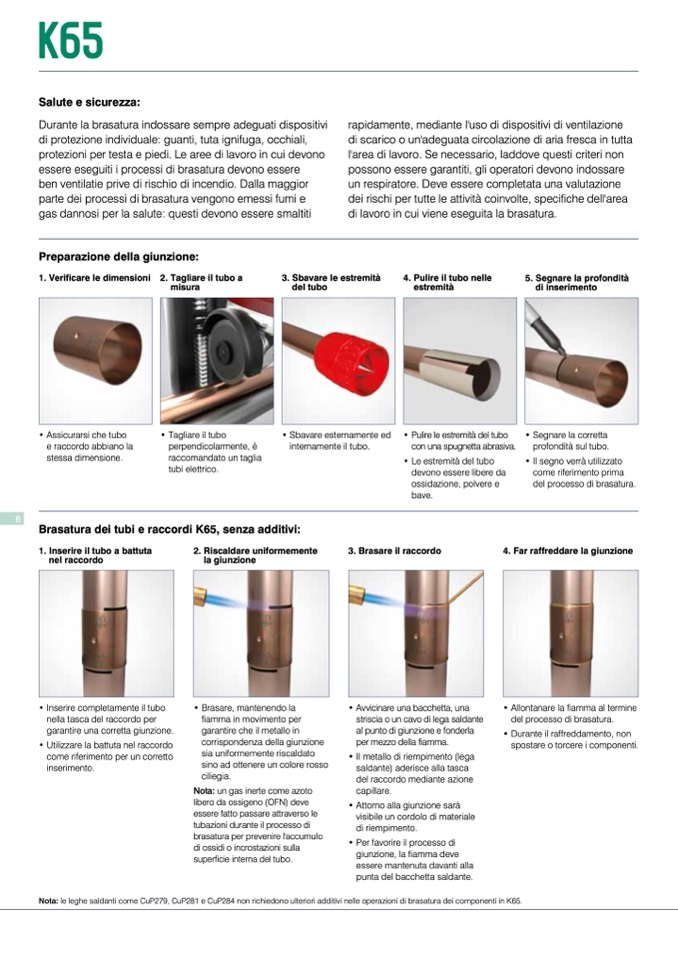
Brasatura dei tubi e raccordi K65, senza additivi:
Salute e sicurezza:
Durante la brasatura indossare sempre adeguati dispositivi
di protezione individuale: guanti, tuta ignifuga, occhiali,
protezioni per testa e piedi. Le aree di lavoro in cui devono
essere eseguiti i processi di brasatura devono essere
ben ventilatie prive di rischio di incendio. Dalla maggior
parte dei processi di brasatura vengono emessi fumi e
gas dannosi per la salute: questi devono essere smaltiti
Preparazione della giunzione:
rapidamente, mediante l'uso di dispositivi di ventilazione
di scarico o un'adeguata circolazione di aria fresca in tutta
l'area di lavoro. Se necessario, laddove questi criteri non
possono essere garantiti, gli operatori devono indossare
un respiratore. Deve essere completata una valutazione
dei rischi per tutte le attività coinvolte, specifiche dell'area
di lavoro in cui viene eseguita la brasatura.
1. Verificare le dimensioni
2. Tagliare il tubo a
misura
• Tagliare il tubo
perpendicolarmente, è
raccomandato un taglia
tubi elettrico.
3. Sbavare le estremità
del tubo
• Sbavare esternamente ed
internamente il tubo.
4. Pulire il tubo nelle
estremità
• Pulire le estremità del tubo
con una spugnetta abrasiva.
• Le estremità del tubo
devono essere libere da
ossidazione, polvere e
bave.
5. Segnare la profondità
di inserimento
• Segnare la corretta
profondità sul tubo.
• Il segno verrà utilizzato
come riferimento prima
del processo di brasatura.
• Assicurarsi che tubo
e raccordo abbiano la
stessa dimensione.
1. Inserire il tubo a battuta
nel raccordo
• Inserire completamente il tubo
nella tasca del raccordo per
garantire una corretta giunzione.
• Utilizzare la battuta nel raccordo
come riferimento per un corretto
inserimento.
2. Riscaldare uniformemente
la giunzione
• Brasare, mantenendo la
fiamma in movimento per
garantire che il metallo in
corrispondenza della giunzione
sia uniformemente riscaldato
sino ad ottenere un colore rosso
ciliegia.
Nota: un gas inerte come azoto
libero da ossigeno (OFN) deve
essere fatto passare attraverso le
tubazioni durante il processo di
brasatura per prevenire l'accumulo
di ossidi o incrostazioni sulla
superficie interna del tubo.
3. Brasare il raccordo
• Avvicinare una bacchetta, una
striscia o un cavo di lega saldante
al punto di giunzione e fonderla
per mezzo della fiamma.
• Il metallo di riempimento (lega
saldante) aderisce alla tasca
del raccordo mediante azione
capillare.
• Attorno alla giunzione sarà
visibile un cordolo di materiale
di riempimento.
• Per favorire il processo di
giunzione, la fiamma deve
essere mantenuta davanti alla
punta del bacchetta saldante.
4. Far raffreddare la giunzione
• Allontanare la fiamma al termine
del processo di brasatura.
• Durante il raffreddamento, non
spostare o torcere i componenti.
Nota: le leghe saldanti come CuP279, CuP281 e CuP284 non richiedono ulteriori additivi nelle operazioni di brasatura dei componenti in K65.

