PARTE D: MACCHINA PER POLIFUSIONI IN OPERA
2. Fusione
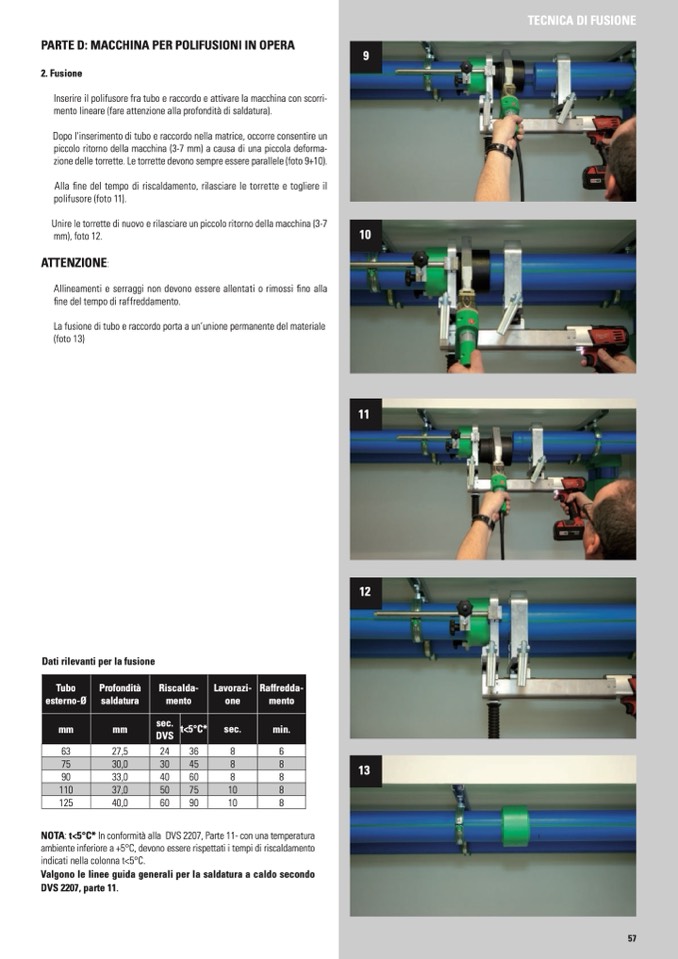
Inserire il polifusore fra tubo e raccordo e attivare la macchina con scorri-
mento lineare (fare attenzione alla profondità di saldatura).
Dopo l'inserimento di tubo e raccordo nella matrice, occorre consentire un
piccolo ritorno della macchina (3-7 mm) a causa di una piccola deforma-
zione delle torrette. Le torrette devono sempre essere parallele (foto 9+10).
Alla fine del tempo di riscaldamento, rilasciare le torrette e togliere il
polifusore (foto 11).
Unire le torrette di nuovo e rilasciare un piccolo ritorno della macchina (3-7
mm), foto 12.
ATTENZIONE:
Allineamenti e serraggi non devono essere allentati o rimossi fino alla
fine del tempo di raffreddamento.
La fusione di tubo e raccordo porta a un’unione permanente del materiale
(foto 13)
Dati rilevanti per la fusione
Tubo
esterno-Ø
Profondità
saldatura
Riscalda-
mento
Lavorazi-
one
Raffredda-
mento
mm
mm
sec.
DVS
t<5°C*
sec.
min.
63
27,5
24
36
8
6
75
30,0
30
45
8
8
90
33,0
40
60
8
8
110
37,0
50
75
10
8
125
40,0
60
90
10
8
NOTA: t<5°C* In conformit
à alla DVS 2207, Parte 11- con una temperatura
ambiente inferiore a +5°C, devono essere rispettati i tempi di riscaldamento
indicati nella colonna t<5°C.
Valgono le linee guida generali per la saldatura a caldo secondo
DVS 2207, parte 11.
9
TECNICA DI FUSIONE
10
11
12
13
57

