PARTE B: RASCHIATUBI UNIVERSALI AQUATHERM
Utilizzando il raschiatubo universale nelle parti finali dei tubi, è possibile
eliminare lo strato esterno presente nelle tubazioni aquatherm OT (barriera
antiossigeno), UV (resistente ai raggi UV) e MS (stabi). Con la rimozione
uniforme dello strato esterno del tubo è possibile un qualsiasi ampliamento
del sistema di tubazioni tramite elettromanicotti o raccordi. I raschiatubi
universali sono disponibili nelle dimensioni Ø20 - Ø125 mm (No. 50479-
50488). Il processo di raschiatura avviene meccanicamente o a mano. Per
la lavorazione meccanica sono disponibili due piastre di accoppiamento
per dimensioni di tubo Ø20 - Ø63 mm (Art.No. 50499) e Ø75 - Ø125 mm (n.
50500). Per la lavorazione meccanica dei tubi prima dell'elettrosaldatura, il
raschiatubo viene allungato con un adattatore (No. 50489-50498). I trapani o
gli avvitatori a batteria devono avere una coppia elevata.
1. ISTRUZIONI PER IL PROCESSO DI RASCHIATURA MECCANICA
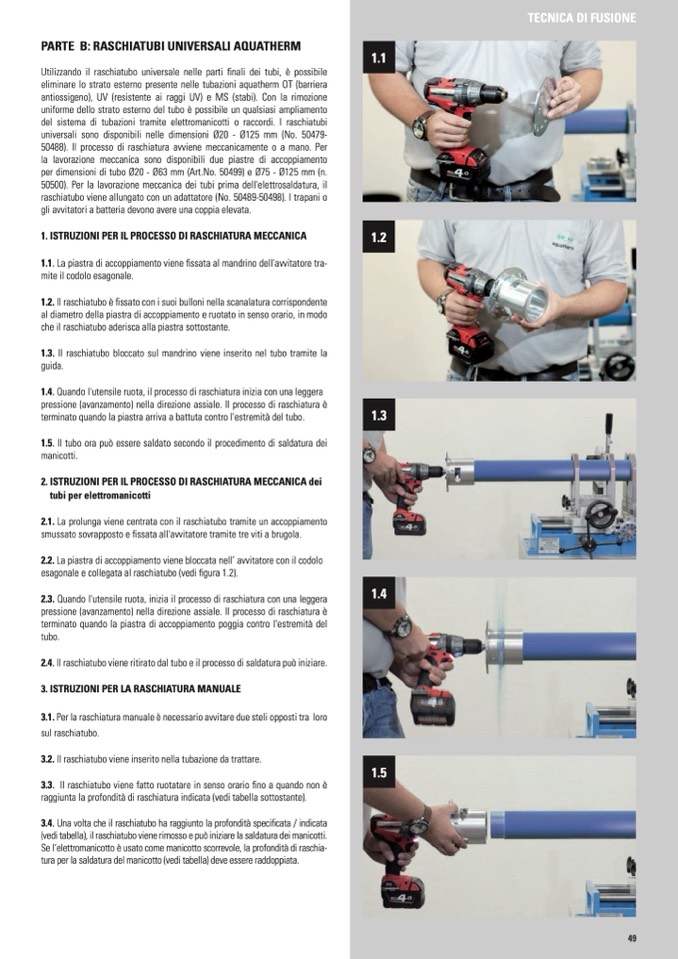
1.1. La piastra di accoppiamento viene fissata al mandrino dell'avvitatore tra-
mite il codolo esagonale.
1.2. Il raschiatubo è fissato con i suoi bulloni nella scanalatura corrispondente
al diametro della piastra di accoppiamento e ruotato in senso orario, in modo
che il raschiatubo aderisca alla piastra sottostante.
1.3. Il raschiatubo bloccato sul mandrino viene inserito nel tubo tramite la
guida.
1.4. Quando l'utensile ruota, il processo di raschiatura inizia con una leggera
pressione (avanzamento) nella direzione assiale. Il processo di raschiatura è
terminato quando la piastra arriva a battuta contro l'estremità del tubo.
1.5. Il tubo ora può essere saldato secondo il procedimento di saldatura dei
manicotti.
2. ISTRUZIONI PER IL PROCESSO DI RASCHIATURA MECCANICA dei
tubi per elettromanicotti
2.1. La prolunga viene centrata con il raschiatubo tramite un accoppiamento
smussato sovrapposto e fissata all'avvitatore tramite tre viti a brugola.
2.2. La piastra di accoppiamento viene bloccata nell’ avvitatore con il codolo
esagonale e collegata al raschiatubo (vedi figura 1.2).
2.3. Quando l'utensile ruota, inizia il processo di raschiatura con una leggera
pressione (avanzamento) nella direzione assiale. Il processo di raschiatura è
terminato quando la piastra di accoppiamento poggia contro l'estremità del
tubo.
2.4. Il raschiatubo viene ritirato dal tubo e il processo di saldatura può iniziare.
3. ISTRUZIONI PER LA RASCHIATURA MANUALE
3.1. Per la raschiatura manuale è necessario avvitare due steli opposti tra loro
sul raschiatubo.
3.2. Il raschiatubo viene inserito nella tubazione da trattare.
3.3. Il raschiatubo viene fatto ruotatare in senso orario fino a quando non è
raggiunta la profondità di raschiatura indicata (vedi tabella sottostante).
3.4. Una volta che il raschiatubo ha raggiunto la profondità specificata / indicata
(vedi tabella), il raschiatubo viene rimosso e può iniziare la saldatura dei manicotti.
Se l’elettromanicotto è usato come manicotto scorrevole, la profondità di raschia-
tura per la saldatura del manicotto (vedi tabella) deve essere raddoppiata.
TECNICA DI FUSIONE
FUSIONSTECHNIK
1.1
1.2
1.3
1.4
1.5
49

