TECHNICAL CATALOGUE
LAVORAZIONI
Lavorazioni Meccaniche della Lastra
– Mechanical Shaping of the Slab • Façonnages Mécaniques de la Dalle • Maschinelle Bearbeitungen der Platte • Mecanizados
de la Placa • Механическая Обработка Плиты
Prima di qualsiasi lavorazione si raccomanda di rifilare
la lastra (detensionamento sui 4 lati) lungo l'intero
perimetro, calcolando la distanza dal bordo incrementale
facendo riferimento al suo spessore. Con la rifilatura dei
4 lati il senso dei tagli che seguiranno non sarà vincolato
in alcun modo. La direzione dei tagli deve sempre
coincidere con quella di rotazione dei dischi.
Per le lastre a spessore 6 mm non stuoiate, prima di
realizzare i fori e gli scassi si raccomanda di applicare sul
retro uno strato di gomma ad alta densità dello spessore
di circa 12 mm.
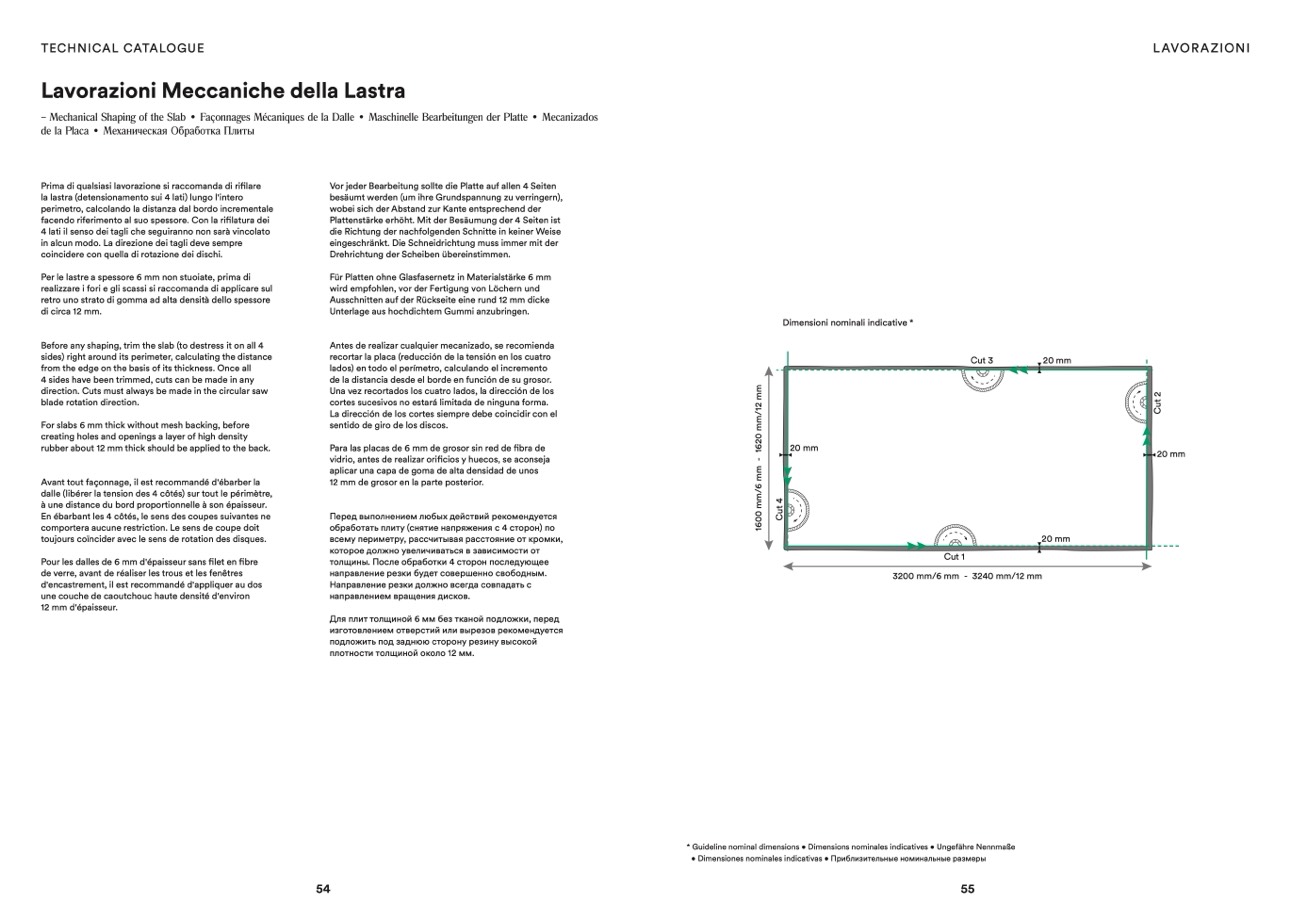
Before any shaping, trim the slab (to destress it on all 4
sides) right around its perimeter, calculating the distance
from the edge on the basis of its thickness. Once all
4 sides have been trimmed, cuts can be made in any
direction. Cuts must always be made in the circular saw
blade rotation direction.
For slabs 6 mm thick without mesh backing, before
creating holes and openings a layer of high density
rubber about 12 mm thick should be applied to the back.
Avant tout façonnage, il est recommandé d'ébarber la
dalle (libérer la tension des 4 côtés) sur tout le périmètre,
à une distance du bord proportionnelle à son épaisseur.
En ébarbant les 4 côtés, le sens des coupes suivantes ne
comportera aucune restriction. Le sens de coupe doit
toujours coïncider avec le sens de rotation des disques.
Pour les dalles de 6 mm d'épaisseur sans filet en fibre
de verre, avant de réaliser les trous et les fenêtres
d'encastrement, il est recommandé d'appliquer au dos
une couche de caoutchouc haute densité d'environ
12 mm d'épaisseur.
Vor jeder Bearbeitung sollte die Platte auf allen 4 Seiten
besäumt werden (um ihre Grundspannung zu verringern),
wobei sich der Abstand zur Kante entsprechend der
Plattenstärke erhöht. Mit der Besäumung der 4 Seiten ist
die Richtung der nachfolgenden Schnitte in keiner Weise
eingeschränkt. Die Schneidrichtung muss immer mit der
Drehrichtung der Scheiben übereinstimmen.
Für Platten ohne Glasfasernetz in Materialstärke 6 mm
wird empfohlen, vor der Fertigung von Löchern und
Ausschnitten auf der Rückseite eine rund 12 mm dicke
Unterlage aus hochdichtem Gummi anzubringen.
Antes de realizar cualquier mecanizado, se recomienda
recortar la placa (reducción de la tensión en los cuatro
lados) en todo el perímetro, calculando el incremento
de la distancia desde el borde en función de su grosor.
Una vez recortados los cuatro lados, la dirección de los
cortes sucesivos no estará limitada de ninguna forma.
La dirección de los cortes siempre debe coincidir con el
sentido de giro de los discos.
Para las placas de 6 mm de grosor sin red de fibra de
vidrio, antes de realizar orificios y huecos, se aconseja
aplicar una capa de goma de alta densidad de unos
12 mm de grosor en la parte posterior.
Перед выполнением любых действий рекомендуется
обработать плиту (снятие напряжения с 4 сторон) по
всему периметру, рассчитывая расстояние от кромки,
которое должно увеличиваться в зависимости от
толщины. После обработки 4 сторон последующее
направление резки будет совершенно свободным.
Направление резки должно всегда совпадать с
направлением вращения дисков.
Для плит толщиной 6 мм без тканой подложки, перед
изготовлением отверстий или вырезов рекомендуется
подложить под заднюю сторону резину высокой
плотности толщиной около 12 мм.
Dimensioni nominali indicative *
20 mm
Cut 3
20 mm
1
6
0
0
m
m
/
6
m
m
-
1
6
2
0
m
m
/
1
2
m
m
C
u
t
4
C
u
t
2
54
55
* Guideline nominal dimensions • Dimensions nominales indicatives • Ungefähre Nennmaße
• Dimensiones nominales indicativas • Приблизительные номинальные размеры
20 mm
3200 mm/6 mm - 3240 mm/12 mm
Cut 1
20 mm

