GUIDA ALLA SALDATURA DEI
COLLARI IN CARICO
Check pre-saldatura
•
Utilizzare attrezzatura regolarmente
revisionata e in buone condizioni.
•
Controllare che gli allineatori siano del
diametro corretto, in buono stato e puliti.
•
Verificare che i raschiatori siano puliti e che
la lama non sia danneggiata e sia in buone
condizioni. Assicurarsi che il detergente da
utilizzare sia per PE.
•
Verificare che il raccordo sia ancora nella
sua confezione originale e che il sacchetto
non sia danneggiato o che contenga
condensa o polvere
Preparazione del tubo - controllo
dell'ovalizzazione
•
L'ovalizzazione nel tubo in PE può verificarsi
a causa dell'avvolgimento n rotoli, dello
stoccaggio e del trasporto.
•
I raccordi Fusamatic sono stati progettati per
consentire un piccolo grado di ovalizzazione
(1 – 2%), ma è necessario evitare spazi
eccessivi utilizzando arrotondatori/
rimodellatori.
•
Per correggere gli effetti dell'ovalizzazione
del tubo prima del processo di elettrofusione,
si consiglia di utilizzare riarrotondotari per
limitare la stessa. Ciò è particolarmente
importante quando si utilizzano tubi in rotoli
o di spessore ridotto poiché l'ovalizzazione
in questi casi può essere estrema.
•
Utilizzare arrotondatori/rimodellatori
seguendo le linee guida del produttore.
Attrezzatura aggiuntiva necessaria
per l'installazione di collare o sella ad
elettrofusione;
•
Chiave esagonale 12mm con lunghezza
minima 150mm
•
Per le selle utilizzare il posizionatore
•
Alcuni allineatori utilizzano perni di
posizionamento esagonali e richiedono un
adattatore per centrare correttamente il
collare.
•
Per i collari con parte inferiore imbullonata
(diversa dal Fast Clamp) sarà necessaria una
chiave a bussola di dimensioni adeguate.
Nota: abbiamo speso le nostre forze per garantire che le informazioni contenute in questo catalogo siano corrette alla data di emissione dello stesso. Fusion applica una politica di miglioramento e sviluppo
12 | MULTISEAL TAPPING TEE
continuo del prodotto e di ampliamento della gamma e, pertanto, si riserva il diritto di modificare le specifiche del prodotto in linea con le esigenze del mercato. Tutte le dimensioni in questo catalogo sono
nominali. Per ulteriori informazioni, visitare il nostro sito web www.fusionitalia.net
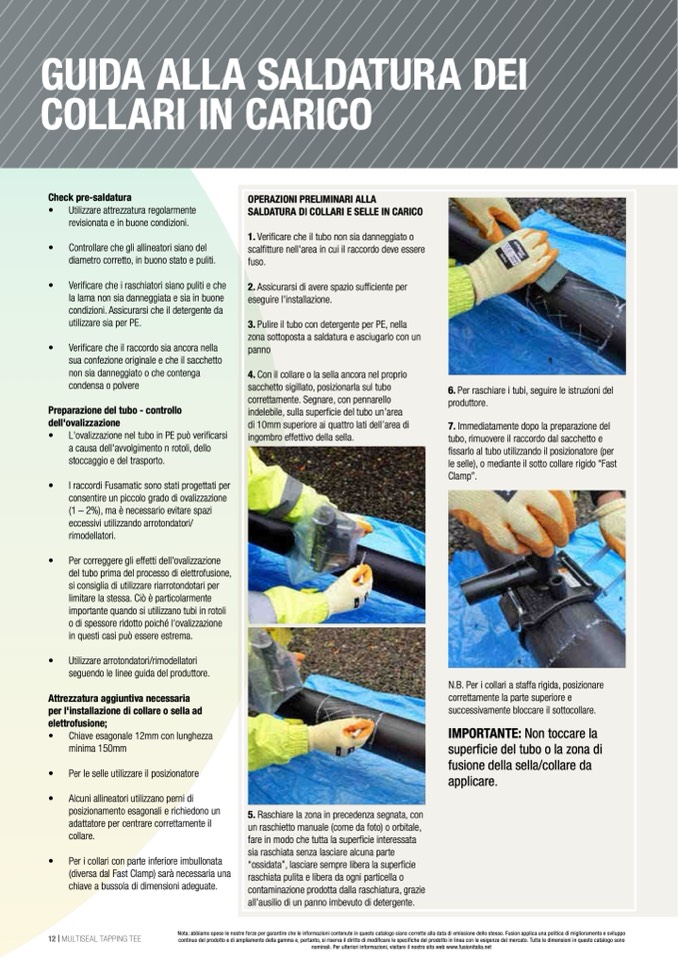
OPERAZIONI PRELIMINARI ALLA
SALDATURA DI COLLARI E SELLE IN CARICO
1. Verificare che il tubo non sia danneggiato o
scalfitture nell'area in cui il raccordo deve essere
fuso.
2. Assicurarsi di avere spazio sufficiente per
eseguire l'installazione.
3. Pulire il tubo con detergente per PE, nella
zona sottoposta a saldatura e asciugarlo con un
panno
4. Con il collare o la sella ancora nel proprio
sacchetto sigillato, posizionarla sul tubo
correttamente. Segnare, con pennarello
indelebile, sulla superficie del tubo un’area
di 10mm superiore ai quattro lati dell’area di
ingombro effettivo della sella.
6. Per raschiare i tubi, seguire le istruzioni del
produttore.
7. Immediatamente dopo la preparazione del
tubo, rimuovere il raccordo dal sacchetto e
fissarlo al tubo utilizzando il posizionatore (per
le selle), o mediante il sotto collare rigido “Fast
Clamp”.
5. Raschiare la zona in precedenza segnata, con
un raschietto manuale (come da foto) o orbitale,
fare in modo che tutta la superficie interessata
sia raschiata senza lasciare alcuna parte
“ossidata”, lasciare sempre libera la superficie
raschiata pulita e libera da ogni particella o
contaminazione prodotta dalla raschiatura, grazie
all’ausilio di un panno imbevuto di detergente.
N.B. Per i collari a staffa rigida, posizionare
correttamente la parte superiore e
successivamente bloccare il sottocollare.
IMPORTANTE: Non toccare la
superficie del tubo o la zona di
fusione della sella/collare da
applicare.

