PARTE F: ELETTROSALDATRICE
3. Rimuovere completamente la busta protettiva ed inserire l’altra testa del
tubo nell’elettromanicotto aquatherm fino al segno d’inserimento. Bloccare
le parti in posizione perfettamente allineata (utilizzare appositi allineatori).
Le tubazioni devono essere libere da tensioni e non devono far gravare il loro
peso sull’elettromanicotto aquatherm durante il processo di fusione e fino al
suo completo raffreddamento. Lasciare uno spazio libero attorno a tutta la cir-
conferenza dell’elettromanicotto. Le teste del tubo e l’elettromanicotto devo-
no essere perfettamente asciutti prima di procedere al loro assemblaggio. Per
ogni dubbio riguardo la pulizia ed asciugatura delle parti utilizzare le salviette
decapanti aquatherm (Art. Nr 50193).
4. Processo di fusione
1. Posizionare il manicotto mantenendo un’area libera attorno alla sua
circonferenza.
2. Impostare i parametri di fusione sull’elettrosaldatrice.
3. Comparare le indicazioni dell’elettrosaldatrice con quelle riportate sul
barcode.
4. Iniziare il processo di fusione.
Non muovere i pezzi durante il processo di fusione e fino al termine del
tempo di raffreddamento.
5. Raffreddamento.
Il punto di saldatura (manicotto-tubo) non dovrà essere mosso o sollecitato
prima dell'avvenuto completo raffreddamento.
Il tempo di raffreddamento da rispettare è indicato su ogni elettromanicotto
aquatherm. Temperature ambientali superiori a 25°C o esposizione diretta ai
raggi solari comportano un allungamento dei tempi di raffreddamento.
Pressione di lavoro
Gli elettromanicotti aquatherm sopportano una pressione del tipo SDR 11. Il
rapporto tra carico termico e pressione di esercizio è riportato sulla tabella
“Pressioni di esercizio ammissibili.”
Per ulteriori informazioni consultare le istruzioni allegate all’elettrosaldatrice.
TECFNUISCIAONDSI TFUECSHIONNIKE
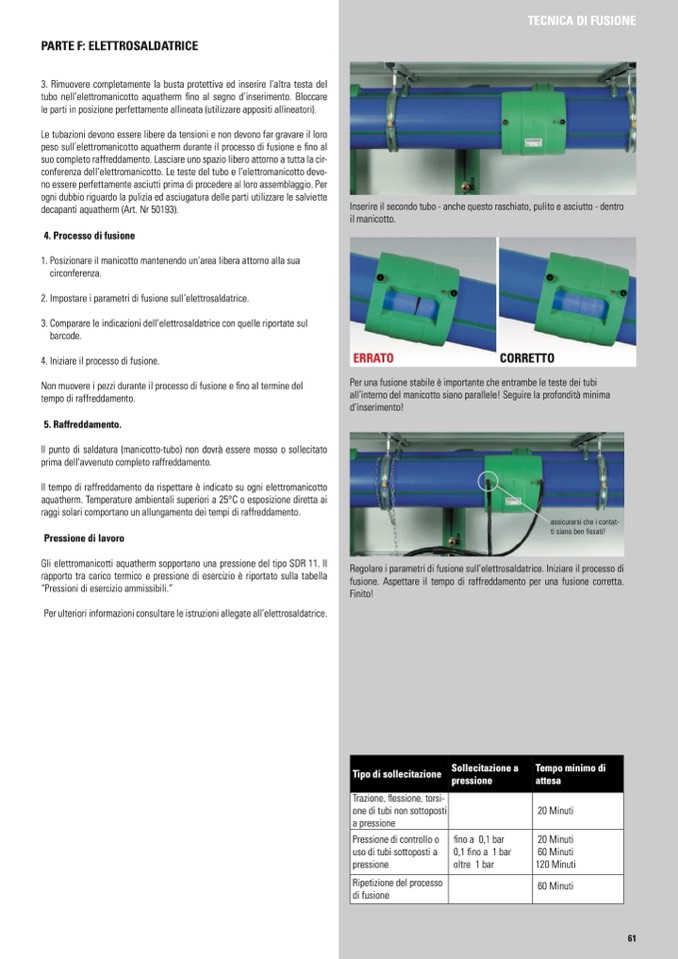
Inserire il secondo tubo - anche questo raschiato, pulito e asciutto - dentro
il manicotto.
ERRATO
CORRETTO
Per una fusione stabile è importante che entrambe le teste dei tubi
all’interno del manicotto siano parallele! Seguire la profondità minima
d’inserimento!
assicurarsi che i contat-
ti siano ben fissati!
Regolare i parametri di fusione sull’elettrosaldatrice. Iniziare il processo di
fusione. Aspettare il tempo di raffreddamento per una fusione corretta.
Finito!
Tipo di sollecitazione
Sollecitazione a
pressione
Tempo minimo di
attesa
Trazione, flessione, torsi-
one di tubi non sottoposti
a pressione
20 Minuti
Pressione di controllo o
uso di tubi sottoposti a
pressione
fino a 0,1 bar
0,1 fino a 1 bar
oltre 1 bar
20 Minuti
60 Minuti
120 Minuti
Ripetizione del processo
di fusione
60 Minuti
61

