TECHNICAL CATALOGUE
LAVORAZIONI
Lavorazioni con Contornatrice
– Shaping with a Contouring Machine • Façonnages avec Détoureuse • Bearbeitungen mit Konturfräsmaschine • Mecanizados
con Contorneadora • Обработка Окантовочной Машиной
A
Tutte le lavorazioni devono essere sempre precedute dal
detensionamento delle lastre sui 4 lati.
Nel caso in cui si stiano per realizzare fori e scassi su lastre
a spessore 6 mm non stuoiate, si raccomanda di applicare
sul lato posteriore uno strato di gomma ad alta densità,
spesso circa 12 mm.
Per evitare rotture delle lastre a causa di spinte eccessive
causate dalla chiusura del diamante, si raccomanda di
"ravvivarlo" al bisogno e di non ridurre troppo la velocità
di taglio. Si raccomanda infine di utilizzare molta acqua
durante i tagli, indirizzando il getto verso l’esterno e
l’interno dell’utensile.
Prima di effettuare il taglio, verificare che il piano di lavoro
sia nelle condizioni ottimali e utilizzare come supporto solo
ed esclusivamente ventose e riscontri di posizionamento
in teflon. Si raccomanda di disporre le ventose a sostegno
delle zone maggiormente sollecitate durante il taglio,
utilizzando quelle di dimensioni apposite per le zone più
strette. Le ventose devono essere pulite e prive di eventuali
residui lasciati dalle precedenti operazioni (A).
Per favorire l’uscita dell’utensile e evitare scheggiature, si
raccomanda di tenere un ampio raggio di ingresso della
fresa ed infine si raccomanda di non farlo oscillare (B).
Slabs must be destressed on all 4 sides prior to all
shaping operations.
Before creating holes and openings in slabs 6 mm thick
without mesh backing, a layer of high density rubber
about 12 mm thick should be applied to the back.
To prevent slab breakages due to excessive pressure
as the diamond disk becomes blunt, sharpen it as
necessary and do not reduce the cutting speed too far.
To conclude, always use a plentiful flow of water during
cutting and direct the jet towards the inside and outside
of the tool.
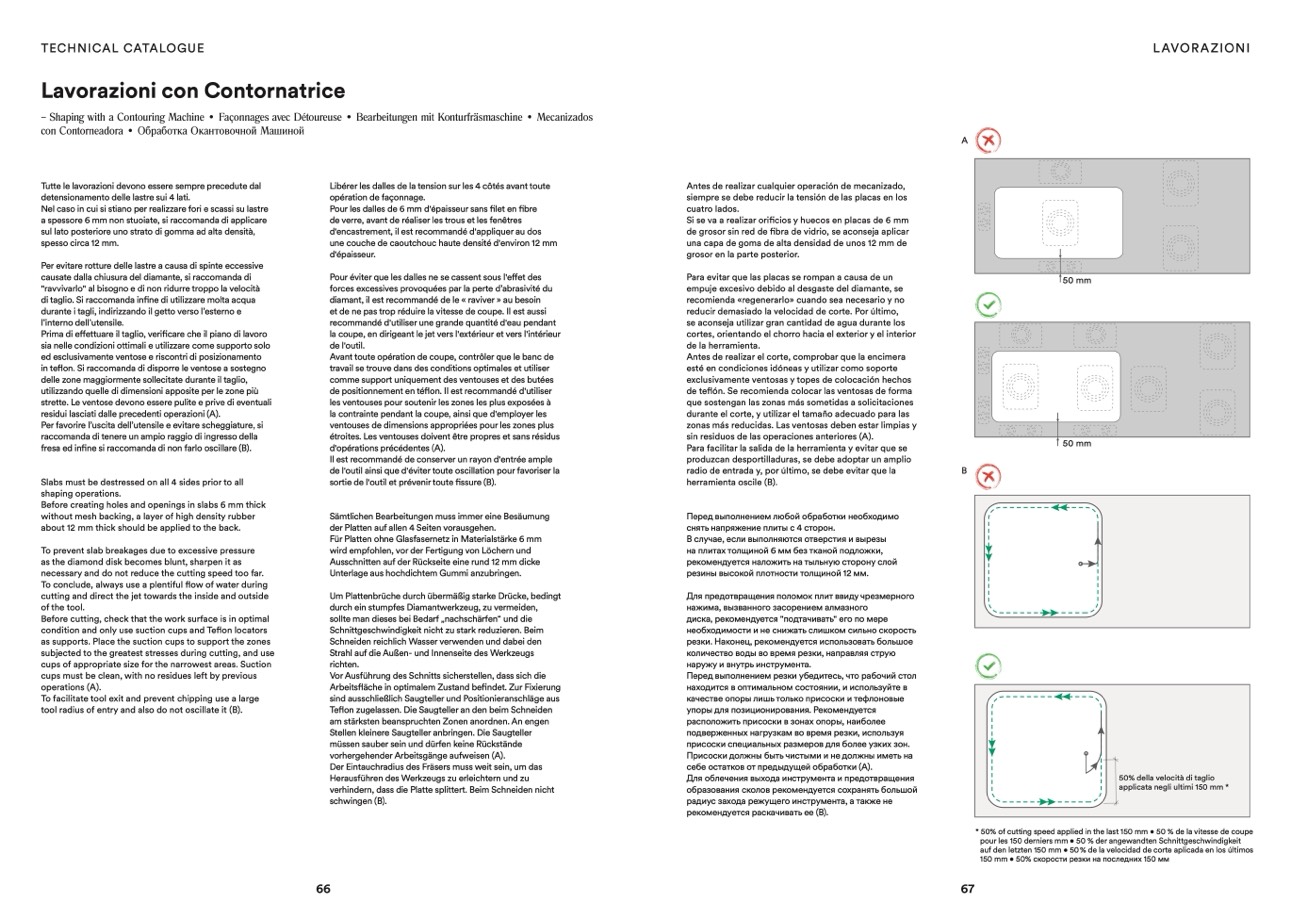
Before cutting, check that the work surface is in optimal
condition and only use suction cups and Teflon locators
as supports. Place the suction cups to support the zones
subjected to the greatest stresses during cutting, and use
cups of appropriate size for the narrowest areas. Suction
cups must be clean, with no residues left by previous
operations (A).
To facilitate tool exit and prevent chipping use a large
tool radius of entry and also do not oscillate it (B).
Libérer les dalles de la tension sur les 4 côtés avant toute
opération de façonnage.
Pour les dalles de 6 mm d'épaisseur sans filet en fibre
de verre, avant de réaliser les trous et les fenêtres
d'encastrement, il est recommandé d'appliquer au dos
une couche de caoutchouc haute densité d'environ 12 mm
d'épaisseur.
Pour éviter que les dalles ne se cassent sous l'effet des
forces excessives provoquées par la perte d’abrasivité du
diamant, il est recommandé de le « raviver » au besoin
et de ne pas trop réduire la vitesse de coupe. Il est aussi
recommandé d'utiliser une grande quantité d'eau pendant
la coupe, en dirigeant le jet vers l'extérieur et vers l'intérieur
de l'outil.
Avant toute opération de coupe, contrôler que le banc de
travail se trouve dans des conditions optimales et utiliser
comme support uniquement des ventouses et des butées
de positionnement en téflon. Il est recommandé d'utiliser
les ventouses pour soutenir les zones les plus exposées à
la contrainte pendant la coupe, ainsi que d'employer les
ventouses de dimensions appropriées pour les zones plus
étroites. Les ventouses doivent être propres et sans résidus
d'opérations précédentes (A).
Il est recommandé de conserver un rayon d'entrée ample
de l'outil ainsi que d'éviter toute oscillation pour favoriser la
sortie de l'outil et prévenir toute fissure (B).
Sämtlichen Bearbeitungen muss immer eine Besäumung
der Platten auf allen 4 Seiten vorausgehen.
Für Platten ohne Glasfasernetz in Materialstärke 6 mm
wird empfohlen, vor der Fertigung von Löchern und
Ausschnitten auf der Rückseite eine rund 12 mm dicke
Unterlage aus hochdichtem Gummi anzubringen.
Um Plattenbrüche durch übermäßig starke Drücke, bedingt
durch ein stumpfes Diamantwerkzeug, zu vermeiden,
sollte man dieses bei Bedarf „nachschärfen“ und die
Schnittgeschwindigkeit nicht zu stark reduzieren. Beim
Schneiden reichlich Wasser verwenden und dabei den
Strahl auf die Außen- und Innenseite des Werkzeugs
richten.
Vor Ausführung des Schnitts sicherstellen, dass sich die
Arbeitsfläche in optimalem Zustand befindet. Zur Fixierung
sind ausschließlich Saugteller und Positionieranschläge aus
Teflon zugelassen. Die Saugteller an den beim Schneiden
am stärksten beanspruchten Zonen anordnen. An engen
Stellen kleinere Saugteller anbringen. Die Saugteller
müssen sauber sein und dürfen keine Rückstände
vorhergehender Arbeitsgänge aufweisen (A).
Der Eintauchradius des Fräsers muss weit sein, um das
Herausführen des Werkzeugs zu erleichtern und zu
verhindern, dass die Platte splittert. Beim Schneiden nicht
schwingen (B).
Antes de realizar cualquier operación de mecanizado,
siempre se debe reducir la tensión de las placas en los
cuatro lados.
Si se va a realizar orificios y huecos en placas de 6 mm
de grosor sin red de fibra de vidrio, se aconseja aplicar
una capa de goma de alta densidad de unos 12 mm de
grosor en la parte posterior.
Para evitar que las placas se rompan a causa de un
empuje excesivo debido al desgaste del diamante, se
recomienda «regenerarlo» cuando sea necesario y no
reducir demasiado la velocidad de corte. Por último,
se aconseja utilizar gran cantidad de agua durante los
cortes, orientando el chorro hacia el exterior y el interior
de la herramienta.
Antes de realizar el corte, comprobar que la encimera
esté en condiciones idóneas y utilizar como soporte
exclusivamente ventosas y topes de colocación hechos
de teflón. Se recomienda colocar las ventosas de forma
que sostengan las zonas más sometidas a solicitaciones
durante el corte, y utilizar el tamaño adecuado para las
zonas más reducidas. Las ventosas deben estar limpias y
sin residuos de las operaciones anteriores (A).
50 mm
66
67
Para facilitar la salida de la herramienta y evitar que se
produzcan desportilladuras, se debe adoptar un amplio
radio de entrada y, por último, se debe evitar que la
B
herramienta oscile (B).
Перед выполнением любой обработки необходимо
снять напряжение плиты с 4 сторон.
В случае, если выполняются отверстия и вырезы
на плитах толщиной 6 мм без тканой подложки,
рекомендуется наложить на тыльную сторону слой
резины высокой плотности толщиной 12 мм.
Для предотвращения поломок плит ввиду чрезмерного
нажима, вызванного засорением алмазного
диска, рекомендуется "подтачивать" его по мере
необходимости и не снижать слишком сильно скорость
резки. Наконец, рекомендуется использовать большое
количество воды во время резки, направляя струю
наружу и внутрь инструмента.
Перед выполнением резки убедитесь, что рабочий стол
находится в оптимальном состоянии, и используйте в
качестве опоры лишь только присоски и тефлоновые
упоры для позиционирования. Рекомендуется
расположить присоски в зонах опоры, наиболее
подверженных нагрузкам во время резки, используя
присоски специальных размеров для более узких зон.
Присоски должны быть чистыми и не должны иметь на
себе остатков от предыдущей обработки (А).
Для облечения выхода инструмента и предотвращения
образования сколов рекомендуется сохранять большой
радиус захода режущего инструмента, а также не
рекомендуется раскачивать ее (В).
50 mm
* 50% of cutting speed applied in the last 150 mm • 50 % de la vitesse de coupe
pour les 150 derniers mm • 50 % der angewandten Schnittgeschwindigkeit
auf den letzten 150 mm • 50 % de la velocidad de corte aplicada en los últimos
150 mm • 50% скорости резки на последних 150 мм
50% della velocità di taglio
applicata negli ultimi 150 mm *

