TECHNICAL CATALOGUE
LAVORAZIONI
Lavorazioni con Waterjet
– Shaping with a Waterjet • Façonnages avec Jet d'Eau • Bearbeitungen mit Wasserstrahl • Mecanizados con Chorro de Agua
• Обработка гидрорезкой
È opportuno impostare i parametri per le lavorazioni
tenendo conto del tipo di materiale (gres porcellanato),
del suo spessore e delle macchine utilizzate.
Tutte le lavorazioni devono essere sempre precedute dal
detensionamento delle lastre sui 4 lati.
Si raccomanda di fare in modo che le lastre poggino
sul banco di lavoro con la massima aderenza e
uniformità. Per questo, prima di cominciare a lavorare è
fondamentale accertarsi che il banco sia perfettamente
stabile, planare e pulito.
Nel caso in cui si stiano per realizzare fori e scassi su
lastre a spessore 6 mm non stuoiate, si raccomanda di
applicare sul lato posteriore uno strato di gomma ad alta
densità, spesso circa 12 mm.
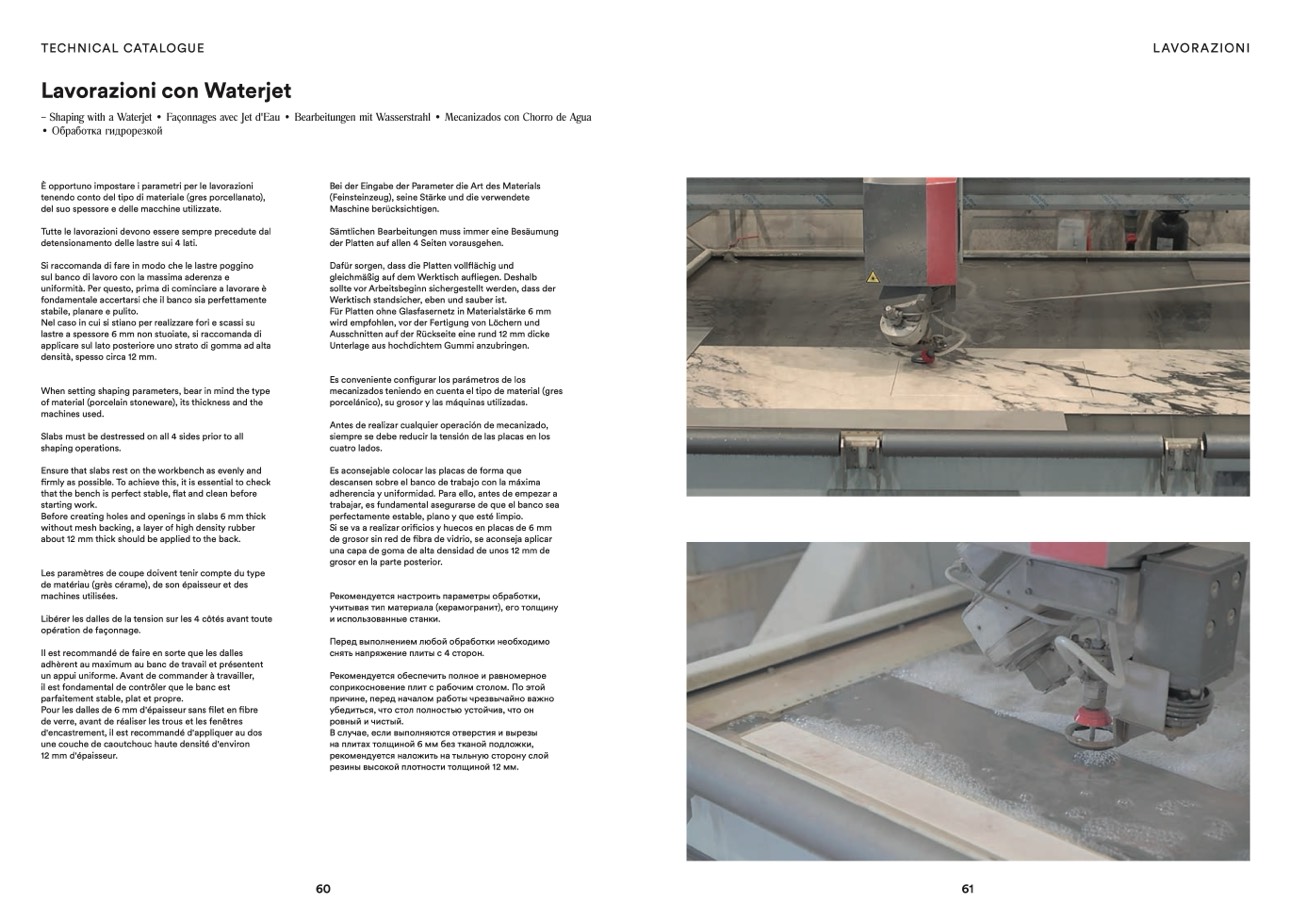
When setting shaping parameters, bear in mind the type
of material (porcelain stoneware), its thickness and the
machines used.
Slabs must be destressed on all 4 sides prior to all
shaping operations.
Ensure that slabs rest on the workbench as evenly and
firmly as possible. To achieve this, it is essential to check
that the bench is perfect stable, flat and clean before
starting work.
Before creating holes and openings in slabs 6 mm thick
without mesh backing, a layer of high density rubber
about 12 mm thick should be applied to the back.
Les paramètres de coupe doivent tenir compte du type
de matériau (grès cérame), de son épaisseur et des
machines utilisées.
Libérer les dalles de la tension sur les 4 côtés avant toute
opération de façonnage.
Il est recommandé de faire en sorte que les dalles
adhèrent au maximum au banc de travail et présentent
un appui uniforme. Avant de commander à travailler,
il est fondamental de contrôler que le banc est
parfaitement stable, plat et propre.
Pour les dalles de 6 mm d'épaisseur sans filet en fibre
de verre, avant de réaliser les trous et les fenêtres
d'encastrement, il est recommandé d'appliquer au dos
une couche de caoutchouc haute densité d'environ
12 mm d'épaisseur.
Bei der Eingabe der Parameter die Art des Materials
(Feinsteinzeug), seine Stärke und die verwendete
Maschine berücksichtigen.
Sämtlichen Bearbeitungen muss immer eine Besäumung
der Platten auf allen 4 Seiten vorausgehen.
Dafür sorgen, dass die Platten vollflächig und
gleichmäßig auf dem Werktisch aufliegen. Deshalb
sollte vor Arbeitsbeginn sichergestellt werden, dass der
Werktisch standsicher, eben und sauber ist.
Für Platten ohne Glasfasernetz in Materialstärke 6 mm
wird empfohlen, vor der Fertigung von Löchern und
Ausschnitten auf der Rückseite eine rund 12 mm dicke
Unterlage aus hochdichtem Gummi anzubringen.
Es conveniente configurar los parámetros de los
mecanizados teniendo en cuenta el tipo de material (gres
porcelánico), su grosor y las máquinas utilizadas.
Antes de realizar cualquier operación de mecanizado,
siempre se debe reducir la tensión de las placas en los
cuatro lados.
Es aconsejable colocar las placas de forma que
descansen sobre el banco de trabajo con la máxima
adherencia y uniformidad. Para ello, antes de empezar a
trabajar, es fundamental asegurarse de que el banco sea
perfectamente estable, plano y que esté limpio.
Si se va a realizar orificios y huecos en placas de 6 mm
de grosor sin red de fibra de vidrio, se aconseja aplicar
una capa de goma de alta densidad de unos 12 mm de
grosor en la parte posterior.
Рекомендуется настроить параметры обработки,
учитывая тип материала (керамогранит), его толщину
и использованные станки.
Перед выполнением любой обработки необходимо
снять напряжение плиты с 4 сторон.
Рекомендуется обеспечить полное и равномерное
соприкосновение плит с рабочим столом. По этой
причине, перед началом работы чрезвычайно важно
убедиться, что стол полностью устойчив, что он
ровный и чистый.
В случае, если выполняются отверстия и вырезы
на плитах толщиной 6 мм без тканой подложки,
рекомендуется наложить на тыльную сторону слой
резины высокой плотности толщиной 12 мм.
60
61

