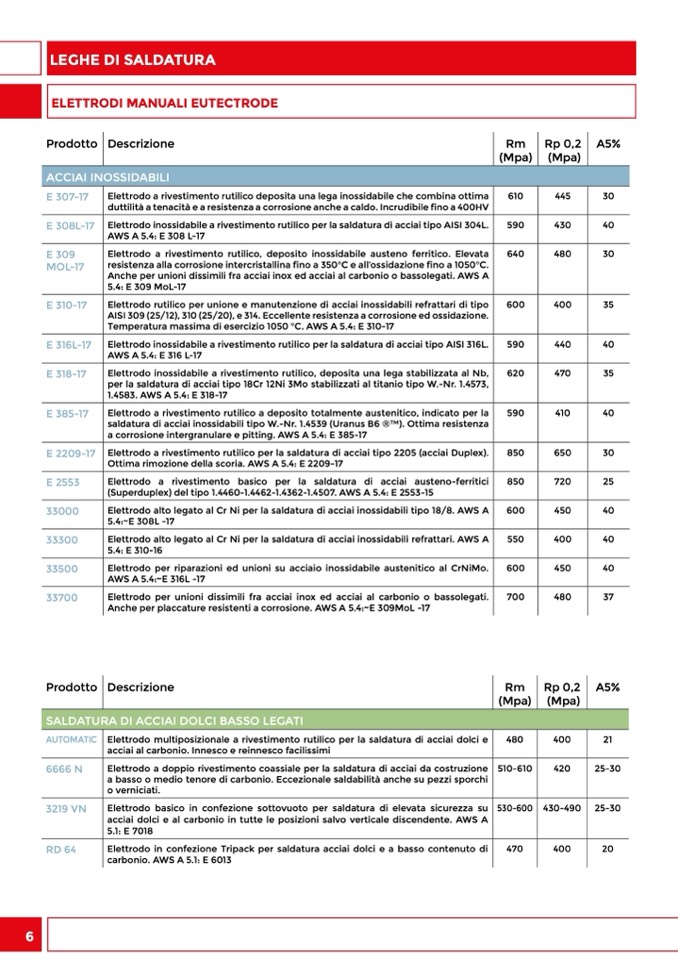
LEGHE DI SALDATURA
ELETTRODI MANUALI EUTECTRODE
Prodotto
E 307-17
E 308L-17
E 309
MOL-17
E 310-17
E 316L-17
E 318-17
E 385-17
E 2209-17
E 2553
33000
33300
33500
33700
Prodotto
AUTOMATIC
6666 N
3219 VN
RD 64
Descrizione
Rm
Rp 0,2 A5%
(Mpa) (Mpa)
ACCIAI INOSSIDABILI
Elettrodo a rivestimento rutilico deposita una lega inossidabile che combina ottima
duttilità a tenacità e a resistenza a corrosione anche a caldo. Incrudibile fino a 400HV
610
445
Elettrodo inossidabile a rivestimento rutilico per la saldatura di acciai tipo AISI 304L.
AWS A 5.4: E 308 L-17
590
430
Elettrodo a rivestimento rutilico, deposito inossidabile austeno ferritico. Elevata
resistenza alla corrosione intercristallina fino a 350°C e all’ossidazione fino a 1050°C.
Anche per unioni dissimili fra acciai inox ed acciai al carbonio o bassolegati. AWS A
5.4: E 309 MoL-17
640
480
Elettrodo rutilico per unione e manutenzione di acciai inossidabili refrattari di tipo
AISI 309 (25/12), 310 (25/20), e 314. Eccellente resistenza a corrosione ed ossidazione.
Temperatura massima di esercizio 1050 °C. AWS A 5.4: E 310-17
600
400
Elettrodo inossidabile a rivestimento rutilico per la saldatura di acciai tipo AISI 316L.
AWS A 5.4: E 316 L-17
590
440
Elettrodo inossidabile a rivestimento rutilico, deposita una lega stabilizzata al Nb,
per la saldatura di acciai tipo 18Cr 12Ni 3Mo stabilizzati al titanio tipo W.-Nr. 1.4573,
1.4583. AWS A 5.4: E 318-17
Elettrodo alto legato al Cr Ni per la saldatura di acciai inossidabili refrattari. AWS A
5.4: E 310-16
620
470
Elettrodo a rivestimento rutilico a deposito totalmente austenitico, indicato per la
saldatura di acciai inossidabili tipo W.-Nr. 1.4539 (Uranus B6 ®TM). Ottima resistenza
a corrosione intergranulare e pitting. AWS A 5.4: E 385-17
590
410
Elettrodo a rivestimento rutilico per la saldatura di acciai tipo 2205 (acciai Duplex).
Ottima rimozione della scoria. AWS A 5.4: E 2209-17
850
650
Elettrodo a rivestimento basico per la saldatura di acciai austeno-ferritici
(Superduplex) del tipo 1.4460-1.4462-1.4362-1.4507. AWS A 5.4: E 2553-15
850
720
Elettrodo alto legato al Cr Ni per la saldatura di acciai inossidabili tipo 18/8. AWS A
5.4:~E 308L -17
600
450
550
400
Elettrodo per riparazioni ed unioni su acciaio inossidabile austenitico al CrNiMo.
AWS A 5.4:~E 316L -17
600
450
Elettrodo per unioni dissimili fra acciai inox ed acciai al carbonio o bassolegati.
Anche per placcature resistenti a corrosione. AWS A 5.4:~E 309MoL -17
Descrizione
700
30
40
30
35
40
35
40
30
25
40
40
40
480
37
Rm
(Mpa) (Mpa)
Rp 0,2 A5%
21
25-30
25-30
400
20
SALDATURA DI ACCIAI DOLCI BASSO LEGATI
Elettrodo multiposizionale a rivestimento rutilico per la saldatura di acciai dolci e
acciai al carbonio. Innesco e reinnesco facilissimi
480
400
Elettrodo a doppio rivestimento coassiale per la saldatura di acciai da costruzione
a basso o medio tenore di carbonio. Eccezionale saldabilità anche su pezzi sporchi
o verniciati.
510-610
420
Elettrodo basico in confezione sottovuoto per saldatura di elevata sicurezza su
acciai dolci e al carbonio in tutte le posizioni salvo verticale discendente. AWS A
5.1: E 7018
530-600
430-490
Elettrodo in confezione Tripack per saldatura acciai dolci e a basso contenuto di
carbonio. AWS A 5.1: E 6013
470
6

