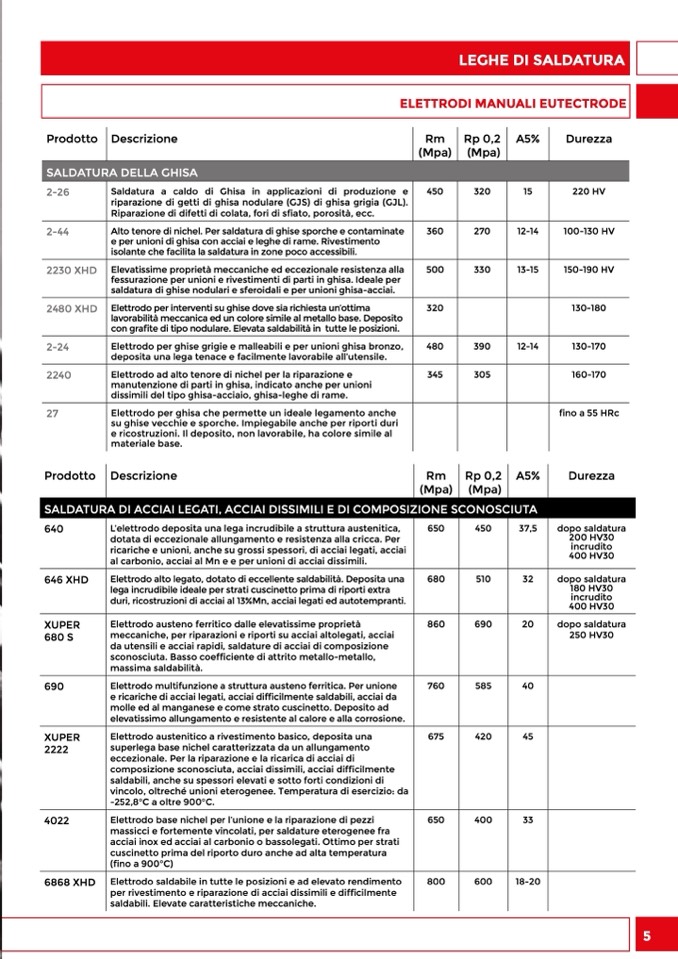
LEGHE DI SALDATURA
Prodotto
2-26
2-44
2230 XHD
2480 XHD
2-24
2240
27
Prodotto
640
646 XHD
XUPER
680 S
690
XUPER
2222
4022
6868 XHD
Descrizione
Rm
Rp 0,2
(Mpa) (Mpa)
A5%
Durezza
220 HV
100-130 HV
150-190 HV
130-180
130-170
160-170
fino a 55 HRc
Durezza
dopo saldatura
200 HV30
incrudito
400 HV30
dopo saldatura
180 HV30
incrudito
400 HV30
dopo saldatura
250 HV30
SALDATURA DELLA GHISA
Saldatura a caldo di Ghisa in applicazioni di produzione e
riparazione di getti di ghisa nodulare (GJS) di ghisa grigia (GJL).
Riparazione di difetti di colata, fori di s
fiato, porosità, ecc.
450
320
15
Alto tenore di nichel. Per saldatura di ghise sporche e contaminate
e per unioni di ghisa con acciai e leghe di rame. Rivestimento
isolante che facilita la saldatura in zone poco accessibili.
360
270
12-14
Elevatissime proprietà meccaniche ed eccezionale resistenza alla
fessurazione per unioni e rivestimenti di parti in ghisa. Ideale per
saldatura di ghise nodulari e sferoidali e per unioni ghisa-acciai.
500
330
13-15
Elettrodo per interventi su ghise dove sia richiesta un’ottima
lavorabilità meccanica ed un colore simile al metallo base. Deposito
con grafite di tipo nodulare. Elevata saldabilità in tutte le posizioni.
320
Elettrodo per ghise grigie e malleabili e per unioni ghisa bronzo,
deposita una lega tenace e facilmente lavorabile all’utensile.
480
390
12-14
Elettrodo ad alto tenore di nichel per la riparazione e
manutenzione di parti in ghisa, indicato anche per unioni
dissimili del tipo ghisa-acciaio, ghisa-leghe di rame.
345
305
Elettrodo per ghisa che permette un ideale legamento anche
su ghise vecchie e sporche. Impiegabile anche per riporti duri
e ricostruzioni. Il deposito, non lavorabile, ha colore simile al
materiale base.
Descrizione
Rm
Rp 0,2
(Mpa) (Mpa)
A5%
ELETTRODI MANUALI EUTECTRODE
SALDATURA DI ACCIAI LEGATI, ACCIAI DISSIMILI E DI COMPOSIZIONE SCONOSCIUTA
L’elettrodo deposita una lega incrudibile a struttura austenitica,
dotata di eccezionale allungamento e resistenza alla cricca. Per
ricariche e unioni, anche su grossi spessori, di acciai legati, acciai
al carbonio, acciai al Mn e e per unioni di acciai dissimili.
Elettrodo austeno ferritico dalle elevatissime proprietà
meccaniche, per riparazioni e riporti su acciai altolegati, acciai
da utensili e acciai rapidi, saldature di acciai di composizione
sconosciuta. Basso coefficiente di attrito metallo-metallo,
massima saldabilità.
650
450
690
37,5
Elettrodo alto legato, dotato di eccellente saldabilità. Deposita una
lega incrudibile ideale per strati cuscinetto prima di riporti extra
duri, ricostruzioni di acciai al 13%Mn, acciai legati ed autotempranti.
680
510
32
860
20
Elettrodo multifunzione a struttura austeno ferritica. Per unione
e ricariche di acciai legati, acciai difficilmente saldabili, acciai da
molle ed al manganese e come strato cuscinetto. Deposito ad
elevatissimo allungamento e resistente al calore e alla corrosione.
760
585
40
Elettrodo austenitico a rivestimento basico, deposita una
superlega base nichel caratterizzata da un allungamento
eccezionale. Per la riparazione e la ricarica di acciai di
composizione sconosciuta, acciai dissimili, acciai difficilmente
saldabili, anche su spessori elevati e sotto forti condizioni di
vincolo, oltreché unioni eterogenee. Temperatura di esercizio: da
-252,8°C a oltre 900°C.
675
420
45
Elettrodo base nichel per l’unione e la riparazione di pezzi
massicci e fortemente vincolati, per saldature eterogenee fra
acciai inox ed acciai al carbonio o bassolegati. Ottimo per strati
cuscinetto prima del riporto duro anche ad alta temperatura
(fino a 900°C)
650
400
33
Elettrodo saldabile in tutte le posizioni e ad elevato rendimento
per rivestimento e riparazione di acciai dissimili e difficilmente
saldabili. Elevate caratteristiche meccaniche.
800
600
18-20
5

