Per le saldature con manicotto elettrico ed elettrosaldatrice H205, procedere come segue:
1. Tagliare il tubo, pulire tubo e raccordo Tagliare il tubo perpendicolarmente al suo asse, utilizzando la cesoia
H201 e facendo attenzione a non deformarlo (1.1) Pulire accuratamente le superfici del tubo e del raccordo inte-
ressate dalla saldatura per evitare che nella saldatura finiscano particelle estranee (sabbia, polvere, etc.) che
potrebbero pregiudicare la qualità della giunzione (1.2).
2. Inserire tubi nel manicotto, accendere l’elettrosaldatrice H205 ed eseguire il collegamento elettrico Inserire
le estremità dei due tubi nel manicotto: la profondità d’innesto esatta viene realizzata mandando i tubi in battuta
(2.1). Porre l’interruttore di accensione della elettrosaldatrice sulla posizione “I” - si illumina la spia “ACCESO”.
Eseguire il collegamento elettrico con il manicotto da saldare - si illumina la spia “MANICOTTO COLLEGATO” (2.2).
3. Realizzare la saldatura Premere il pulsante “INIZIO SALDATURA” - si illumina la spia “SALDATURA IN CORSO”.
All’accensione della spia “SALDATURA TERMINATA” (3.1) porre l’interruttore generale sulla posizione “0”. Il
periodo di tempo necessario alla saldatura è stabilito in automatico dall’elettrosaldatrice. Inoltre la conclu-
sione della saldatura è segnata anche sul manicotto dalla fuoriuscita dalla loro sede dei due piolini gialli (3.2).
Durante le fasi di saldatura e raffreddamento, si consiglia di non sollecitare meccanicamente (flessioni, torsioni,
trazioni) la giunzione per almeno 20 minuti. Dopo l’ultima saldatura aspettare almeno un’ora prima di mettere in
pressione.
4. Posa delle tubazioni Le tubazioni del sistema PPR consentono di realizzare impianti idraulici con estrema
semplicità e rapidità. Per la posa, è necessario seguire alcune semplici precauzioni:
• il tubo deve essere maneggiato con cautela e le pose vanno opportunamente protette nei confronti di eventuali
incidenti
• il tubo deve essere lavorato utilizzando gli appositi attrezzi (cesoia, polifusore, elettro-saldatore, etc)
• rispettare le istruzioni di saldatura (tempi di riscaldamento, di raffreddamento, etc)
• eventuali correzioni sono eseguibili appena realizzato l’assemblaggio (al massimo 10°)
• attendere che il prodotto si raffreddi secondo i tempi previsti dalle istruzioni prima di sollecitare meccanicamente
• mantenere pulite le boccole del polifusore
• installare le condotte lontano da sorgenti di calore (caldaie, stufe, fiamme libere, etc)
• realizzare gli staffaggi secondo le istruzioni
• evitare di scaricare le dilatazioni in prossimità di raccordi contenenti inserti metallici
Nel caso in cui le condotte siano utilizzate per la realizzazione di impianti esterni a vista, devono essere osservate
alcune semplici regole:
• alle condotte deve essere permesso di scaricare le dilatazioni radiali e assiali, generate dalle variazioni di
temperatura
• la tubazione deve sempre essere protetta da raggi ultravioletti, in grado di alternarne le caratteristiche
chimico-fisiche
• le compensazioni devono essere realizzate attraverso l’utilizzo di punti fissi, stacchi di dilatazione e punti scorrevoli
• gli accessori utilizzati per il fissaggio delle condotte devono avere uno stato superficiale tale da permettere il
corretto funzionamento senza arrecare danni alla condotta (evitare graffi, incisioni, etc)
• l’impianto deve essere progettato e installato secondo le indicazioni riportate nella scheda tecnica
È necessario comunque verificare sempre le leggi e i regolamenti nazionali e locali.
1.1
1.2
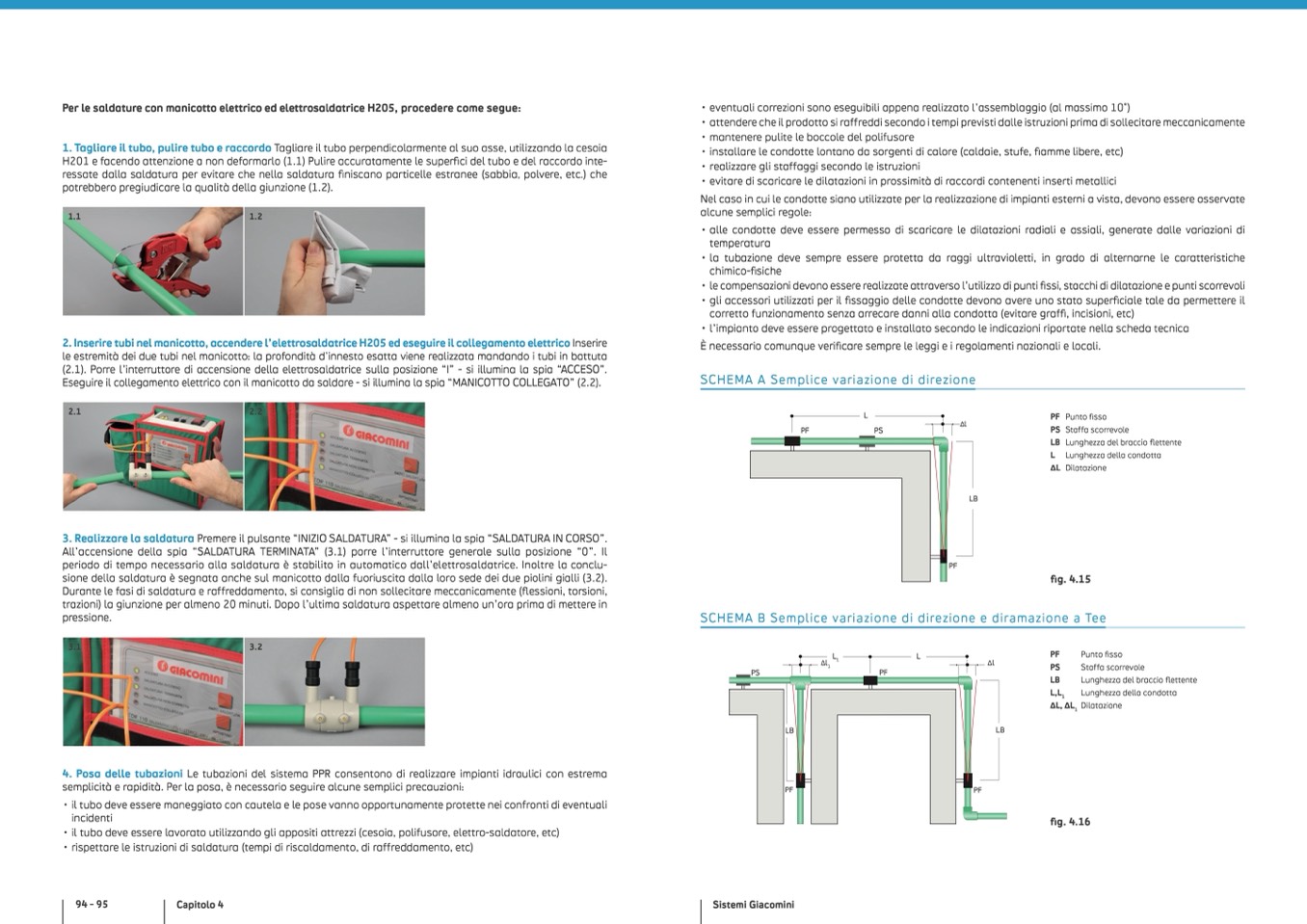
SCHEMA A Semplice variazione di direzione
L
PF
PS
∆l
PF
PF Punto fisso
PS Staffa scorrevole
LB Lunghezza del braccio flettente
L Lunghezza della condotta
ΔL Dilatazione
fig. 4.15
2.1
2.2
LB
SCHEMA B Semplice variazione di direzione e diramazione a Tee
3.1
3.2
∆l
L
1
1
L
∆l
PF
PS
LB
L,L
1
ΔL, ΔL
1
Punto fisso
Staffa scorrevole
Lunghezza del braccio flettente
Lunghezza della condotta
Dilatazione
PS
PF
LB
PF
LB
PF
94 - 95
Capitolo 4
Sistemi Giacomini
fig. 4.16

