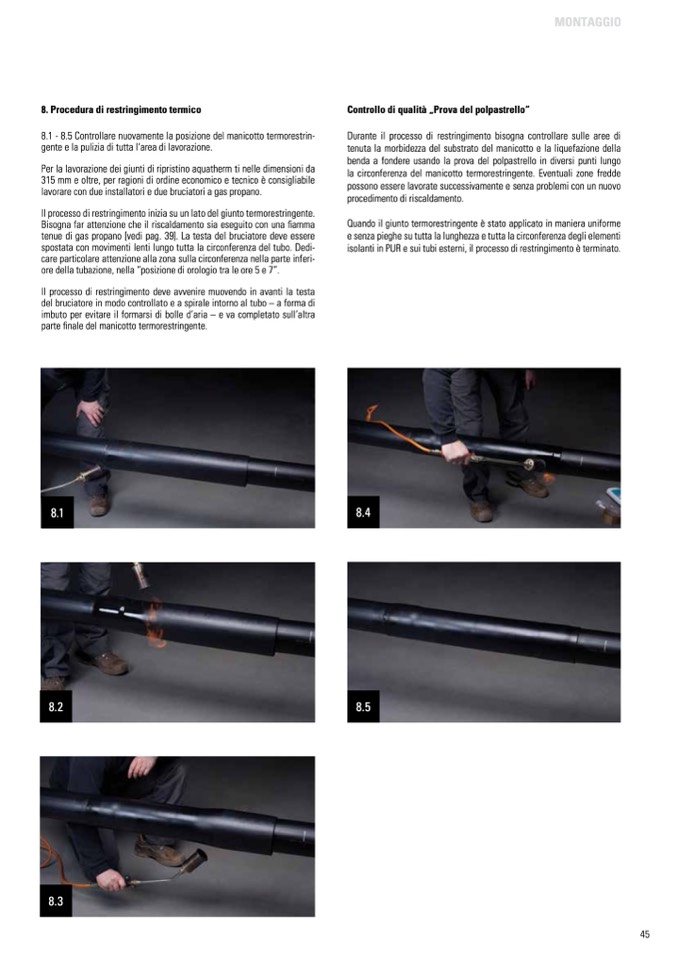
8. procedura di restringimento termico
8.1 - 8.5 Controllare nuovamente la posizione del manicotto termorestrin-
gente e la pulizia di tutta l‘area di lavorazione.
Per la lavorazione dei giunti di ripristino aquatherm ti nelle dimensioni da
315 mm e oltre, per ragioni di ordine economico e tecnico è consigliabile
lavorare con due installatori e due bruciatori a gas propano.
Il processo di restringimento inizia su un lato del giunto termorestringente.
Bisogna far attenzione che il riscaldamento sia eseguito con una fiamma
tenue di gas propano [vedi pag. 39]. La testa del bruciatore deve essere
spostata con movimenti lenti lungo tutta la circonferenza del tubo. Dedi-
care particolare attenzione alla zona sulla circonferenza nella parte inferi-
ore della tubazione, nella “posizione di orologio tra le ore 5 e 7”.
Il processo di restringimento deve avvenire muovendo in avanti la testa
del bruciatore in modo controllato e a spirale intorno al tubo – a forma di
imbuto per evitare il formarsi di bolle d’aria – e va completato sull’altra
parte finale del manicotto termorestringente.
8.1
controllo di qualità „prova del polpastrello“
Durante il processo di restringimento bisogna controllare sulle aree di
tenuta la morbidezza del substrato del manicotto e la liquefazione della
benda a fondere usando la prova del polpastrello in diversi punti lungo
la circonferenza del manicotto termorestringente. Eventuali zone fredde
possono essere lavorate successivamente e senza problemi con un nuovo
procedimento di riscaldamento.
Quando il giunto termorestringente è stato applicato in maniera uniforme
e senza pieghe su tutta la lunghezza e tutta la circonferenza degli elementi
isolanti in PUR e sui tubi esterni, il processo di restringimento è terminato.
8.4
MontAggIo
8.2
8.5
8.3
45

